前 言
《机械制造技术基础》是高等工科院校机械类各专业的一门综合性应用技术基础课程,本课程由“工程材料”与“金属工艺学”两部分组成。要使学生充分掌握本门课程的所有知识点及实际技能,必须通过相关实验才能达到培养目标。实验教学的目的是巩固理论课讲授的知识,熟悉仪器设备的使用。
本指导书与《机械制造技术基础》一书配套使用,根据教材内容,编写了部分实验,各专业根据实际教学的需要进行必做和选做。
本指导书由王忠编写。由于水平有限,书中难免有疏漏和不当之处,欢迎专家和广大读者批评指正。
编者
2016年3月
目 录
实验须知.......................................................................... 1
实验一 铁碳合金平衡组织观察................................ 2
实验二 车刀几何角度测量......................................... 5
实验须知
一、基本要求
1、学习完成相关实验应有的理论知识;
2、具备数据处理能力;
3、为做实验作好充分准备(带上记录数据所需要的:笔、纸张、圆规、三角板等)。
二、实验规则
1、遵守实验室的规定;
2、进入实验室要保持安静,听从指导老师安排。
三、实验过程中
1、爱护仪器设备,轻拿轻放;
2、按步骤进行实验操作,切勿混乱;
3、作好原始数据记录;
4、实验过程中遇到问题,即时告知老师与以解决。
四、实验完成后
1、示意老师;
2、老师同意后,检查、清理好设备,方可离开实验室。
实验一 铁碳合金平衡组织观察
一、实验目的
1识别各种铁碳合金在平衡状态下的显微组织。
2分析非合金钢的碳的质量分数与其平衡组织间的关系。
3加深对平衡状态下非合金钢的成分、组织、性能间关系的认识。
二、实验设备及消耗材料
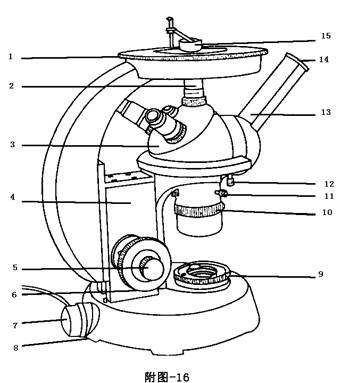 1、金相显微镜若干台(每两人一台)。金相显微镜外形如图所示。
1、金相显微镜若干台(每两人一台)。金相显微镜外形如图所示。
XJB-1金相显微镜外形结构图
1—载物台 2—物镜 3—转换器 4—传动箱 5—微动调焦手轮6—粗动调焦手轮 7—光源 8—偏心圈 9—孔径光栏 10—视场光栏 11—调节螺钉12—固定螺钉 13—目镜管 14—目镜15—试样
2、标准试样若干套。每套试样包括:工业纯铁,20、45、65或60钢,T 8、T 13(T12)钢,亚共晶白口铸铁、共晶白口铸铁,过共晶白口铸铁试样各一个。
三、实验原理
金相显微镜由照明系统、光学系统、机械调节系统等主要部分组成。教学实验用的金相显微镜如上图所示。
1、照明部分
显微镜底座内装有低压灯泡作光源,利用灯座偏心圈紧固,灯前装有一组聚光镜、反光镜和孔径光阑等组成的照明装置,光源再通过视场光阑和另一组聚光镜后,使试样表面获得充分而均匀的照明。
2、调焦装置
调节焦距是通过粗调焦手轮和微调焦手轮的操作而进行,粗调焦手轮和微调焦手轮是共轴安装在传动箱的两边,旋转粗调焦手轮能使载物台较快地下降或上升移动,微调焦手轮是通过多级齿轮传动机构减速,能使载物台极缓慢地升降,以便获得清晰图像。
四、实验方法和步骤
全班学生分成若干个小组轮换进行,两人一台金相显微镜,观察本实验所规定的试样(本实验不要求学生制备金相试样,显微试样的制备作为自学内容)。
1在实验教师的指导下,熟练掌握金相显微镜的使用方法。
2对每套试样中每个试样,分别采用不同的放大倍数进行观察。
3绘出所观察试样的显微组织示意图。
4分析随着碳的质量分数变化,组织组成的变化规律。
5填写实验报告。
材料名称、牌号
组织状态
侵蚀剂
放大倍数
材料名称、牌号
组织状态
侵蚀剂
放大倍数
五、实验收获、建议等:
实验二 车刀几何角度测量
一、实验目的
1、熟悉车刀切削部分的构造要素;
2、了解量角台的构造,学会用量角台测量车刀标注角度;
3、绘制车刀标注角度图,加深对标注角度的理解。
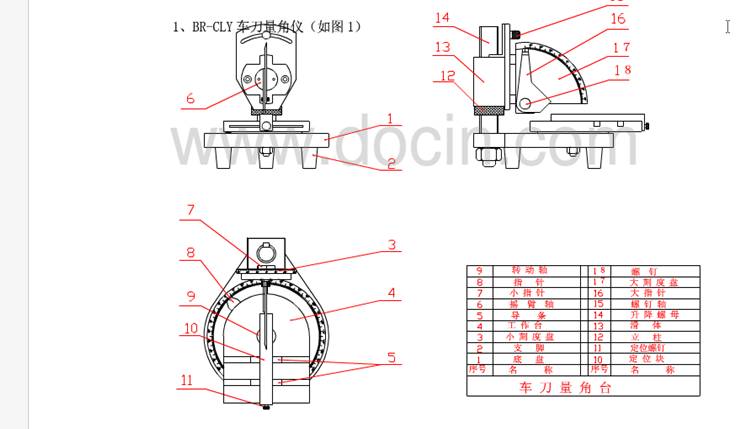
二、仪器简介
车刀量角台是测量车刀标注角度的专用仪器,圆形底盘的周边刻有从00起向顺、逆时针两个方向各1800的刻度,底盘上有工作台,立柱上装有滑体,滑体上有两个刻度盘。如下图所示。
三、实验原理
按照车刀标注角度的定义,在刀刃的选定点,用量角台的指针平面(或侧面、或底面),与构成被测角度的面或线紧密贴合(或平行、或垂直),把要测量的角度测量出来。
四、实验内容
用车刀量角台测量车刀标注角度,测量1~2把车刀。
五、实验步骤:
1、校准车刀量角台的原始位置,把车刀放在工作台上;
2、测量主偏角κr
使车刀与定位块紧密贴合,从原始位置起顺时针转动工作台,让主刀刃和大指针前面紧密贴合,则工作台指针在底盘上所指示的刻度数就是主偏角κr的数值。
3、测量刃倾角λs
读出主偏角后,保持工作台在此位置并调整大螺母(升降螺母)和车刀至大指针底面和主刀刃紧密贴合,此时大指针在大刻度盘上所指示的刻度数就是刃倾角λs的数值。指针在00左边为+λs,在00右边为-λs。
4、测量副偏角
参照测量主偏角的方法,按逆时针方向转动工作台,使副刀刃和大指针前面紧密贴合,则工作台指针在底盘上所指示的刻度数就是副偏角的数值。
5、测量前角γo
前角的测量,必须在测量完主偏角后才能进行,在测完主偏角的位置起,按逆时针方向使工作台转动900,然后通过调整大螺母和前后移动车刀使大指针底面过主刀刃上选定点与前刀面紧密贴合,则大指针在大刻度盘上所指示的刻度数就是前角γo的数值。指针在00右边为+γo,在00左边为-γo。
6、测量后角αo
在测完前角之后,根据需要可将车刀放置在定位块左侧或右侧靠紧,调整至大指针侧面过主刀刃上选定点和主后刀面紧密贴合,则大指针在刻度盘上所指示的刻度数就是后角αo的数值。后角αo应为正。
7、测量副后角α
在副切削刃上选定点副正交平面内,副后刀面与副切削平面之间的夹角。 在测完后角之后,根据需要可将车刀放置在定位块左侧或右侧靠紧,调整至大指针侧面过副刀刃上选定点和副后刀面紧密贴合,则大指针在刻度盘上所指示的刻度数就是副后角α的数值。副后角α应为正。